The plastic extrude process comes to life
Contrary to popular belief, plastic is not our enemy. Plastic provides us sustenance therefore the plastic extrude process is essential. Every raw material has a specific state prior to its modification. Plastic does not miraculously appear out of thin air; it has a raw beginning followed by a processed end.
The process of extrusion in itself is awe-inspiring. Massive machines are responsible for the procedure of plastic extrusion. All the plastic we have around today comes through the very same process. Take a look around, you can probably spot one or two things made from plastic. Plastic is not the problem; plastic disposal is the actual problem.
Without plastic, we would need to rely on less efficient material. Everything boils down to how we recycle plastic. We consider the Recycling options more after reports of rapid deterioration in earth’s state and nature, one such option is plastic extrusion.
Raw plastic has to undergo various stages to transform into the shape we see. Plastic extrusion is easy to manage. Plastic industries have shifted from using conventional machines to user-friendly and modern extrusion machines. The extrusion machine does most of the primary work.

The extrusion machine seen like never before
As mentioned earlier, the plastic extrusion machine is the most vital element in the whole machine. Plastic extrusion requires a massive amount of work, only done by large machinery.
The whole process could take ages without the extrusion machine and even then, the quality would not be extraordinary. The extrusion device not only makes plastic usable but can also reprocess discarded plastic items.
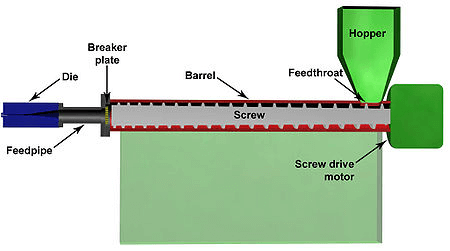
On closer inspection, the machine has quite an uncomplicated interior. The device comprises a screwdriver, barrel, screwdriver motor, and a hopper. Thus, warming the extrusion machine prior to the process allows it to run smoothly and chances of damage.
You can divide the whole plastic extrude process in the component of the machine however the rotating screw contributes the most in changing the shape and makeup
The thermostatic screw rotates in the machine; it has five possible zones. Feed zone or solids conveying zone is where the resin is pushed towards the extruder. So, the melting zone is where the majority of the polymer is melted consequently reducing channel depth. The third and final zone is where any remnants are melted and mixed to a uniform texture and temperature.
Error! Filename not specified.
Exploring the plastic extrude process up close
The plastic extrusion process unravels in a series of steps. The primary raw material included in the extrusion process is resin. Thus, the mixture of many organic compounds makes resin highly viscous and thermoplastic in nature. The input and output of an extrusion machine are physically unrecognizable.
Gravity allows the resin to land on the barrel from the hopper. So, the material is transferred to the rotating screw, which feeds it across to the heated barrel. The plastic beads melt in the heated barrel. Overheating of the barrel will cause degradation of raw materials
The effects of pressure and friction make in to action in the heating barrel. As soon as the screw drive is done with the resin, it travels through a screen pack to remove the slightest containment. The final step is the die. The die provides a profile to the final product. Molten plastic is enters the die and leaves it with a specific shape.
Almost any outline can be fulfilled but the only prerequisite is the profile must be continuous. A non-continuous profile relates closer to injection molding. After the whole process is over, the plastic is at very high temperatures.
The high temperature of plastic makes it hard for workers to handle it, causing accidents and unwanted injuries. This cooling process needs to be as fast as possible, luckily plastic cools down faster as compared to other resources.
Types of die: extrusion coating process
When it comes to extrusion, dies are no joke. Also, the presence of die causes continuous extrusion otherwise; the process would be similar to injection molding. Even if the dies are different from the outer structure, they provide the same services
The few major types of die are:
- Blown film extrusion: annual, spider and spiral
- Sheet/film extrusion: T-shaped, coat hanger
- Tubing extrusion: Annual, spider and spiral
- Over jacketing extrusion: Blended material
- Extrusion coating: Coating existing layer
Dies have their own structure so that the molten plastic can pass through them and take their form. Therefore, dies are usually flat or hollow depending on the product. Extrusion coating does not create a new form rather it covers the existing one. This process is similar to lamination in theory however they differ in terms of the substrate.
Materials subjected to extrusion coating are:
- Cereal grain
- Dry chemicals
- Aseptic containers
- Paper Clips
- Industrial wraps
- Error! Filename not specified.
Aluminum foil
Extrusion coating is a quicker process because the substrate only has to be coated, coating takes up half the time as creating a whole new form.
In extrusion coating, the substrate is moving. Thus, molten form resin is pushed through a horizontal slot die to bind around the substrate. A common example of an extrusion coating is tetra park. Materials are plastic-covered to increase durability, plastic coating gives off a sense of formality.
Plastic extrusion Process-Take away
A plastic-free world is years away, if we want to be environmentally responsible the root cause of plastic pollution needs rectification. Undeniably the plastic extrude process is paving the way for proper plastic recycling. Recycled plastic can give added benefits to the economy and even the environment.
The plastic extrusion process is simpler than other techniques however this system is still undergoing a lot of changes. Thus, time will only tell the technological advancements lying ahead of us, until then the success of this process should be celebrated.
For more details regarding plastic extrusion contact us now.























{kind=link}