Aluminum Extrusion in 7 Easy Steps (2020 Latest Guide)
2020-10-01What is Aluminum Extrusion: (Profiles Extrusion Guide 2020)
Aluminum extrusion Introduction
Modern computer programs for modeling aluminum extrusion are capable of many things. It can effectively improve the quality of extruded aluminum profiles even at the design stage of extrusion dies. Computer modeling allows improving the quality of produced aluminum profiles according to the following indicators:
- dimensional accuracy and profile shape
- strength and appearance of welds
- grain microstructure of material
- mechanical properties of the material
What is aluminum extrusion definition?
Below is an overview of the aluminum extrusion process. It is intended as an initial introduction to this technology for press production technicians and may also be useful as information for management and support personnel.
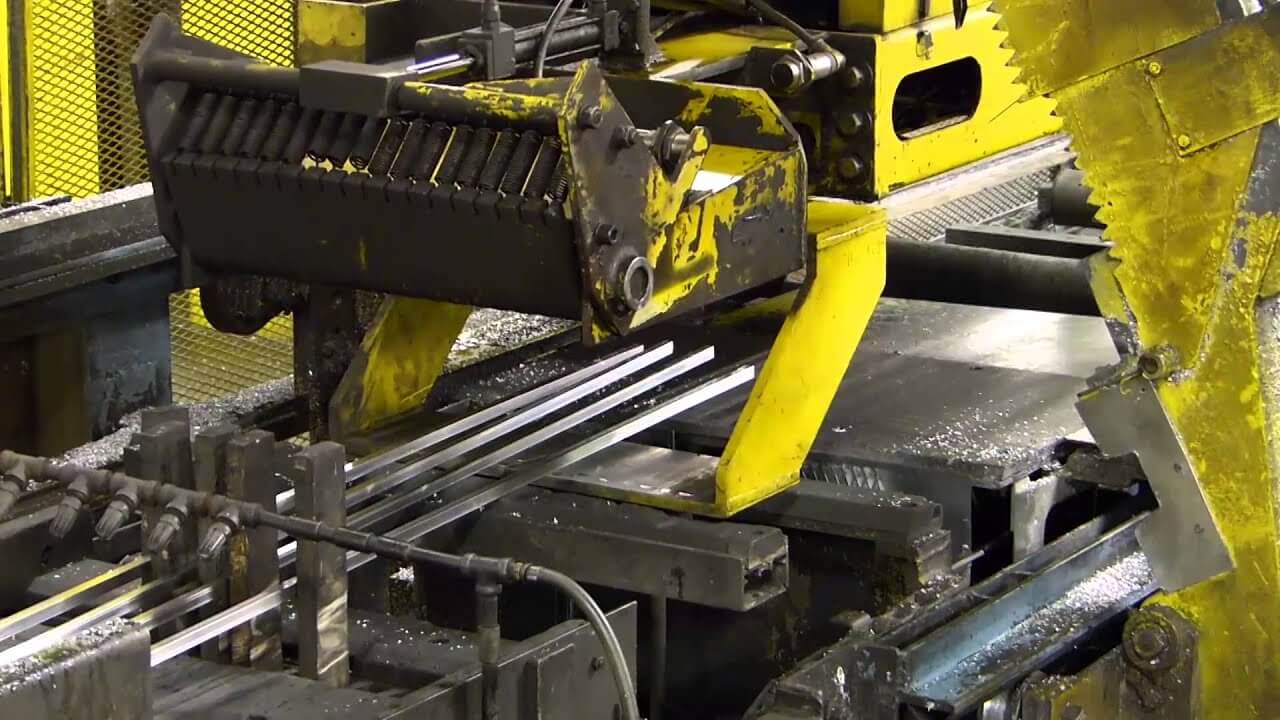
Extrusion press
Aluminum cylindrical rods - blanks - are heated and pressed through a die with one or more holes. We carry this process to obtain a profile with a given cross-section. The most common type of pressing is direct pressing. When the ram of the press pushes the aluminum blank through a stationary die.
Most of the presses for this technology are horizontal hydraulic presses. The productivity of the press depends on the size of the dies used. It can have a diameter of 100 to 1000 mm. For most extruded aluminum products, matrices with a diameter of 175 to 250 mm are used. For dies of this diameter, aluminum extrusion presses with a force of 1500 to 2000 tons are required.
Aluminum Extrusion process step by step guide
- The ram transfers the force from the main cylinder of the extrusion press to the aluminum billet. It is loaded into the container.
- A steel press washer is installed on the ram. The press washer fits into the container with a very small gap to prevent aluminum from being squeezed into the container.
- The matrix is part of the matrix set. It is made of heat-resistant tool steels.
- The spacer bolster and die holder and die set holder support the die under the influence of pressing force.
- A feeder can be installed in front of the die to expand the aluminum flow from the container to a wider area of the die.
Aluminum extrusion pressing without lubrication
Since no lubricant is used in direct pressing of aluminum, the outer layer of the workpiece is sheared off under the influence of friction against the container wall. This has a beneficial effect on the quality of extruded aluminum products.
The fact is that the outer layer of cast billets has an increased content of iron-containing intermetallic particles and Mg 2 Si particles. These contaminants can be sources of surface defects on the finished aluminum extrusion product. In direct pressing without lubrication, they accumulate at the end of the workpiece.
Press residue and cross weld
This part of the blank, called the press residue, is cut off before the new blank is loaded into the press. During the next working stroke of the press, aluminum from a new billet under the influence of high pressure. And increased temperature is welded to aluminum from the previous billet.
It remained in the matrix. This creates a continuous extruded aluminum product. The place where two adjacent workpieces are welded is called a transverse weld. Since the profile near this seam has reduced mechanical properties, it is usually cut out and sent for remelting.
Heating of the workpiece and pressing tool
Before loading into the press, the aluminum extrusion billet is heated to 400-500 ºС, depending on the alloy. This facilitates the deformation process and minimizes the strain hardening of aluminum. The heated workpiece is in a plastic state.
The container and die are also heated to prevent the workpiece from getting colder. The dimensions of the die opening are made slightly larger than the cross-sectional dimensions of the finished extruded profile. Since during cooling, aluminum shrinks more than the tool steel from which the matrix is made.
Aluminum extrusion types
The most widely used types of dies for aluminum extrusion are:
- flat (solid) dies and
- porthole dies.
Flat dies consist of only one steel flat disc and are used to press solid profiles.
Porthole matrices consist of:
- two parts
- a matrix disk and
- a mandrel part.
This allows you to press hollow profiles and semi-hollow profiles. Both types of dies can have several pressing channels. So that several identical profiles can be pressed simultaneously.
Flat matrix
The most important characteristics of a flat matrix are:
- forechamber , pocket in front of the working belt; applies when necessary;
- work belt
- expanding outlet
The work collar is the part of the aluminum extrusion on which the aluminum gets its final shape. The working collar does not extend through the entire thickness of the die, but has a length of 15 mm or less. This is to minimize the required pressing force.
The function of the expanding output part of the matrix is to provide the necessary power support to the working belt. But it should be done without contact with aluminum emerging from the matrix. For this, the walls of the outlet part run at an angle of about 5º. And, in addition, it usually has some ledge just behind the working belt.
What is the function of prechamber in aluminum extrusion?
The function of a special pocket in aluminum extrusion is to protect the "fragile" working band from damage when separating the press residue. And it is also to facilitate welding of the remainder of the workpiece in the matrix with the next workpiece. In addition, the prechamber is used as a means of controlling the aluminum flow.
Porthole matrix
As already mentioned, it consists of two parts,
- a matrix disk
- and a mandrel part

The mandrel part can have one or several mandrels with working belts that form the inner contour of the aluminum profile. The mandrels are connected to the mandrel body by means of bridges.
Aluminum streams flow around these bridges through feed holes and re-join in welding chambers. The final shaping of the profile takes place simultaneously on the working bands of the mandrel and the matrix disk.

